 |
TORNA ALLA PAGINA INIZIALE CENTRO STUDI GALILEO |
VANTAGGI DEI LUBRIFICANTI SINTETICI NEI SISTEMI DI REFRIGERAZIONE
OPERANTI CON NH
C. Puhl -
Fuchs Europe
D. Curti - Fuch Lubrificant
|
|
TORNA ALLA PAGINA INIZIALE CENTRO STUDI GALILEO |
VANTAGGI DEI LUBRIFICANTI SINTETICI NEI SISTEMI DI REFRIGERAZIONE
OPERANTI CON NH
C. Puhl -
Fuchs Europe
D. Curti - Fuch Lubrificant
Ammoniaca come refrigerante
L'impiego dell'ammoniaca come refrigerante trova notevoli impieghi soprattutto nel settore dell'industria delle bevande, della produzione di alimenti, dell'industria chimica, negli impianti di condizionamento degli edifici e delle navi.
L'ammoniaca presenta molteplici aspetti applicativi:
•
Eccellenti caratteristiche termodinamiche: Elevato COP (Coefficient of Performance)• Bassi costi energetici
• Basso costo del refrigerante
•
Alta temperatura di mandata nei compressori a due stadi (compressori a pistone), grossi radiatori per il raffreddamento dell'olio lubrificante (compressori a vite)• Tossico ed infiammabile: sono necessarie speciali norme sulla sicurezza degli impianti operanti con tale gas
Oli lubrificanti per sistemi operanti con NH
3Possono essere impiegati oli lubrificanti non miscibili con l'ammoniaca, classificati secondo la norma DIN 51503 gruppo KAA. In questi sistemi l'olio lubrificante ritorna nel compressore, scaricato nell'evaporatore.
In alternativa possono essere impiegati oli miscibili con l'ammoniaca, classificati secondo la norma DIN 51503 gruppo KAB. Per esempio i polialchilenglicoli (PAG). L'impiego di tali prodotti, comporta perň alcune problematiche:
•
Elevata igroscopicitŕ: puň causare problemi di lubrificazione, soprattutto in combinazione con componenti in alluminio• Problemi di usura a causa dell'elevata quantitŕ di NH3 evaporata/disciolta
Viscositŕ degli oli lubrificanti impiegati in sistemi operanti con NH
3Per quanto concerne i compressori alternativi le viscositŕ maggiormente impiegate sono le gradazioni ISO VG 32 – 68; per i compressori a vite le gradazioni ISO VG 46 – 68. In linea di principio la gradazione ISO VG 68 č quella piů diffusa.
Oli lubrificanti per ammoniaca
Tra le varie famiglie di fluidi presenti in commercio per l'applicazione in sistemi refrigeranti operanti con NH
3, possiamo annoverare quelli del gruppo KAA (DIN 51503):•
Lubrificanti base Oli Minerali• Lubrificanti base Oli Minerali Idrotrat-tati
• Lubrificanti base Alchilbenzeni
• Lubrificanti base Idrocarburi Sintetici
• Lubrificanti base Polialfaolefine (PAO) e del gruppo KAB (DIN 51503):
• Lubrificanti base Polialchilenglicoli (PAG)
Lubrificanti base Oli Minerali
Si tratta soprattutto di idrocarburi naftenici (es. cicloalcani), di derivazione petrolifera, ottenuti attraverso processi di raffinazione che prevedono estrazione convenzionale con solvente e successiva raffinazione al fine di rimuovere le catene lunghe paraffiniche.
Lubrificanti base Oli Minerali Idrotrattati
Si tratta soprattutto di idrocarburi isoparaffinici, di derivazione petrolifera, ottenuti attraverso processi di hydrocracking che prevedono la saturazione dei legami insaturi, la desolforazione, l'isomerizzazione delle catene paraffiniche, passando da idrocarburi lineari ad idrocarburi ramificati.
Lubrificanti base Oli Sintetici
Si tratta di lubrificanti derivanti da processi di sintesi chimica a partire da derivati del petrolio, hanno una composizione piů omogenea rispetto agli oli minerali tradizionali e soprattutto non contengono impuritŕ a base di zolfo o azoto.
Tra i vari prodotti si ricordano:
•
Alchilbenzeni• Idrocarburi Sintetici
• Polialfaolefine (PAO)
Lubrificanti per ammoniaca:
Requisiti
In generale, i lubrificanti per compressori frigoriferi operanti con ammoniaca, sia che siano formulati con i tradizionali oli minerali che di derivazione sintetica o semisintetica, devono avere i seguenti requisiti:
•
Elevata stabilitŕ termica e chimica, scarsa tendenza alla formazione di residui carboniosi che potrebbero danneggiare il compressore ed il sistema di refrigerazione• Buona compatibilitŕ con gli elastomeri, per evitare trafilature e perdite di olio dal compressore
• Buona lubricitŕ, riduzione delle problematiche legate ai fenomeni di usura delle componenti in movimento
• Eccellente fluiditŕ alle basse temperature
•
Bassa perdita per evaporazione / basso consumo di olio, riduzione dei costi di gestione e di manutenzioneStabilitŕ degli oli lubrificanti per NH
3 con l’ammoniacaTale stabilitŕ puň essere valutata attraverso un test di laboratorio secondo la norma DIN 51538, un campione di olio lubrificante č insufflato con una miscela di NH
3 / aria ad una temperatura di 120°C per un periodo di 7 giorni. Viene impiegato un catalizzatore a base di acciaio.Al termine del test vengono effettuate delle valutazioni chimico fisiche sull'olio (TBN, aspetto, etc.) e sulle lamine di acciaio usate come catalizzatori.Un incremento del valore di TBN (Total Base Number) č indice di deterioramento del lubrificante. Qui di seguito alcuni valori di TBN registrati su lubrificanti formulati con diverse tipologie di basi:
Oli Minerali (base naftenici) 0,08 mg KOH/g
Idrocarburi Sintetici 0,05 mg KOH/g
Polialfaolefine (PAO) 0,04 mg KOH/g
Oli Minerali convenzionali (ISO VG 68) 0,20 mg KOH/g
Maggiore č l'incremento del TBN,maggiore sarŕ la quantitŕ di residui derivanti da invecchiamento e reazioni chimiche interne.
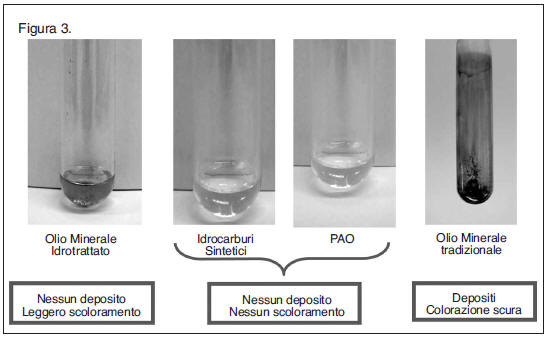
Stabilitŕ degli oli lubrificanti per NH
3 con l’ammoniaca: aspetto dell’olio lubrificanteLa figura 3 evidenzia i risultati alla fine del test secondo la DIN 51538.
Stabilitŕ degli oli lubrificanti per NH
3 con l’ammoniaca: aspetto lamine acciaio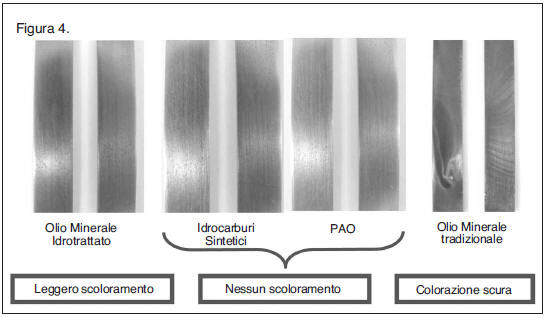
La figura 4 evidenzia i risultati alla fine del test secondo la norma DIN 51538.
Gli oli minerali selezionati mostrano buoni risultati circa la stabilitŕ chimica con l'ammoniaca. Gli oli sintetici mostrano risultati eccellenti.
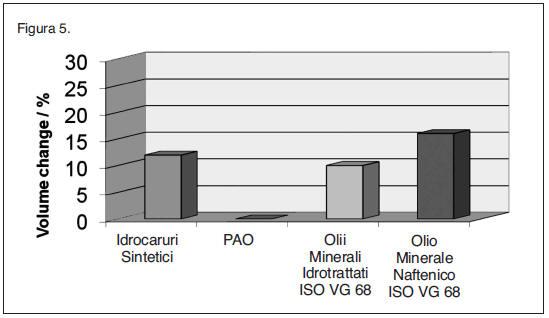
Compatibilitŕ degli oli lubrificanti per ammoniaca con gli elastomeri
Molto importante č l'aspetto della compatibilitŕ degli oli lubrificanti impiegati nei compressori frigoriferi nei confronti delle guarnizioni presenti e con le quali vengono a contatto. Attraverso appositi test di laboratorio dove le guarnizioni vengono immerse nell'olio da testare per 7 giorni ad una temperatura di 100 °C, si evidenzia tale compatibilitŕ. Un moderato gonfiore delle guarnizioni, valutabile con un incremento in volume del 5-20%, garantisce una sicura tenuta dell'olio.
Per quanto riguarda i lubrificanti base PAO, la compatibilitŕ č da verificare nei confronti di guarnizioni in CR (clorobutadiene – caoutchouk).
In figura 5 alcuni risultati sperimentali.
Solubilitŕ dell’ammoniaca in differenti oli lubrificanti
Anche la solubilitŕ del fluido refrigerante ammoniaca nei confronti del lubrificante impiegato nel compressore ha un notevole importanza per la funzionalitŕ del sistema.
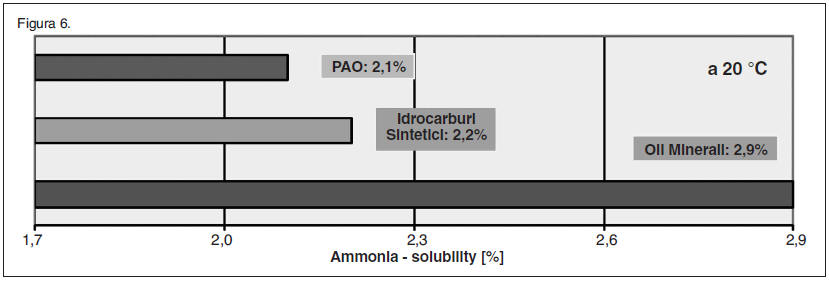
In figura 6 esempi di solubilitŕ olio/ammoniaca.
I lubrificanti base Idrocarburi Sintetici e base PAO mostrano valori piů bassi di ammoniaca disciolta, quindi presentano un minor effetto diluizione che si traduce in una minore riduzione della viscositŕ dell'olio stesso.
Conseguentemente l'olio impiegato garantisce una miglior stabilitŕ del film lubrificante sulle superfici in movimento e soggette ad usura.
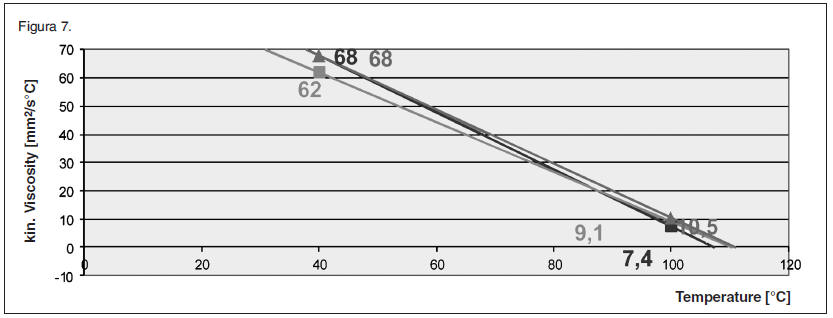
Comportamento Viscositŕ/Temperatura (VI)
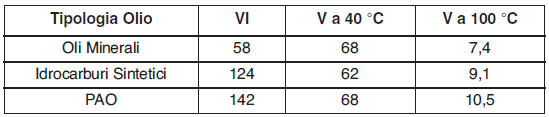
I lubrificanti base Idrocarburi Sintetici e base PAO mostrano un elevato Indice di Viscositŕ (IV) naturale, questo comporta una minor riduzione della viscositŕ alle alte temperature con conseguente miglior protezione contro l'usura (Figura 7).
Fluiditŕ alle basse temperature - senza refrigerante
Rispetto agli Oli minerali e gli Oli Minerali Idrotrattati, gli Idrocarburi Sintetici e i lubrificanti base PAO presentano un minor aumento della viscositŕ al diminuire della temperatura, questo comporta una miglior fluiditŕ alle basse temperature (Figura 8).

Gli Idrocarburi Sintetici ed i fluidi base PAO risultano pertanto ideali per temperature di evaporazione estremamente basse (< -45°C).
Inoltre si possono impiegare scambiatori di calore con piastre di piccolo diametro senza il rischio di ostruzione dei canali da parte dell'olio.
Perdita di olio nel compressore - Presenza di olio nel sistema di refrigerazione
Analisi Gas-cromatografica - perdita per evaporazione: confronto tra Oli Minerali e PAO.
Olio Minerale ISO VG 68 In presenza di un elevato stress termico le componenti altamente volatili (quelle a piů bassa viscositŕ) tendono ad evaporare ed entrano nel sistema con conseguente perdita di olio dal compressore e aumento della viscositŕ del fluido rimanente Oli base PAO.
In questi formulati non sono presenti componenti altamente volatili, pertanto non si ha nessuna perdita di olio nel compressore e la sua viscositŕ rimane stabile nel tempo anche in presenza di elevate temperature di esercizio.
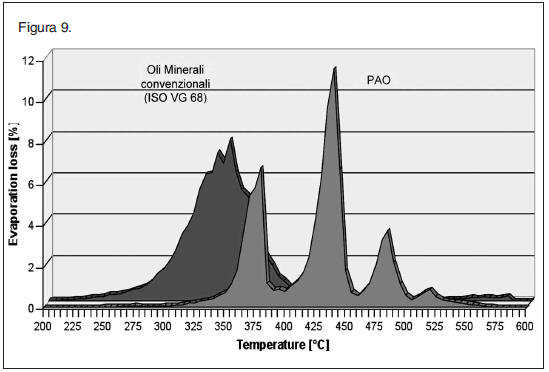
Il diagramma di figura 9, mostra le % di olio evaporato in funzione delle temperature applicate. Si puň notare come le basi PAO sono spostate tutte verso la destra del grafico dove si trovano le temperature piů elevate.
Gli Idrocarburi Sintetici ed i fluidi base PAO, mostrano una minor perdita per evaporazione rispetto agli Oli Minerali Naftenici con conseguenti minori rabbocchi di olio nel compressore e una vita delle cariche maggiore.
Conclusioni
In generale, si puň affermare che i piů comuni oli lubrificanti per compressori formulai con oli base Minerali Naftenici e Minerali Idrotrattati sono idonei per applicazioni in sistemi di refrigerazione operanti con ammoniaca.
Gli oli lubrificanti base PAO o base Idrocarburi Sintetici offrono svariati benefici in confronto agli Oli Minerali e agli Oli Minerali Idrotrattati:
•
Una minor solubilitŕ dell'NH3 ed un miglior comportamento Viscositŕ – Temperatura che porta a migliori proprietŕ lubrificanti (film d'olio piů stabile sulle superfici metalliche in movimento con riduzione dei fenomeni di attrito)• Un basso valore di Pourpoints ed una miglior fluiditŕ alle basse temperature che garantiscono basse temperature di evaporazione (< -45°C)
• Una minor perdita per evaporazione, quindi una riduzione della perdita di olio dal compressore con conseguente diminuzioni dei consumi di olio
• Una maggior stabilitŕ chimica e termica con conseguente estensione degli intervalli di manutenzione dei filtri, dei disoleatori e dei compressori stessi che si traduce in una riduzione dei costi di manutenzione e di gestione del sistema.