
CENTRO STUDI GALILEO
|
|
TORNA ALLA PAGINA INIZIALE CENTRO STUDI GALILEO |
NORME GENERALI PER EFFETTUARE LA BRASATURA FORTE
Luigi Nano – Coordinatore pratico dei corsi nazionali del Centro Studi Galileo
Che cosa č la brasatura all'argento?
Si definisce brasatura
all'argento la congiunzione di metalli per mezzo del calore in cui il materiale
di riporto una lega d'argento avente una temperatura di fusione superiore a
Per
molti anni la brasatura forte con argento stata impropriamente chiamata
brasatura all'argento semplice. La brasatura dolce la congiunzione di metalli
per mezzo del calore dove il metallo di riporto fonde ad una temperatura di
circa
Questa confusione nella
terminologia indubbiamente il risultato di una vecchia concezione sbagliata
che i giunti brasati a forte all'argento sono ritenuti maggiormente somiglianti
ai giunti brasati a dolce per quanto riguarda la resistenza, la duttilitŕ, la
resistenza alla corrosione, ecc.
Al contrario, come vedremo in seguito, attualmente la brasatura all'argento, ricade nella categoria della brasatura forte ad alta temperatura e della brasatura autogena.
La brasatura forte ad argento
probabilmente il metodo pi versatile di unire metalli in uso oggi.
I giunti brasati a forte ad
argento hanno l'elevata resistenza dei metalli non ferrosi e dell'acciaio dolce
forgiato, e la resistenza di un giunto fatto in modo esatto superiore a quella
dei metalli congiunti.
I giunti brasati a forte
all'argento sono duttili e come risultato essi assorbono considerevoli
vibrazioni e colpi. I giunti brasati a forte all'argento sono facili da
eseguire. Seguendo le semplici 6 regole che verranno illustrate in seguito,
possibile, per qualsiasi persona senza particolare esperienza,
raggiungere velocitŕ e profitto nelle applicazioni in un tempo
relativamente breve.
L'ampio campo di fusione fa
si che sia importante che il giunto venga riscaldato fino alla temperatura di
scorrimento della lega prima che la lega venga adoperata.
In tutti i casi in cui si usa
una lega avente un ampio campo di fusione si deve fare attenzione nel
riscaldamento per essere sicuri che i pezzi siano stati portati alla temperatura
di scorrimento della lega prima di eseguire l'applicazione della lega stessa.
Un riscaldamento lento ed
esteso con leghe di questo tipo puň dar luogo alla liquefazione, in cui i
costituenti della lega a basso punto di fusione tendono a scorrere via lasciando
indietro un forte residuo di fusione.
Come effettuarla
Ci sono 6 semplici, ma
importanti, regole che, se seguite, assicurano giunzioni forti, resistenti,
duttili e senza perdite.
1. Imboccare bene i pezzi e
con una giusta tolleranza.
2. Pulire i metalli.
3. Usare un solvente adatto.
4. Disporre i pezzi in modo
che risultino ben uniti ed appoggiati.
5. Riscaldare fino al punto
di scorrimento della lega.
6. Effettuare una pulizia
finale.
Imboccare bene i pezzi e con
una tolleranza appropriata
Nella brasatura forte
all'argento noi siamo interessati a far scorrere la lega fra i due elementi
strettamente imboccati, al contrario di quanto avviene per gli altri metodi di
congiunzione dei metalli come la brasatura autogena nelle quali il metallo di
riporto viene applicato in quantita' notevole e generalmente in forma di fili o
filetti. Per elementi imboccati strettamente noi intendiamo parti aventi una
tolleranza da 4 centesimi a 12 centesimi di mm.
Tuttavia questo non significa
che gli elementi debbano essere trattati con macchine utensili per ottenere le
esatte tolleranze.
Una imboccatura che scorre
facilmente sarŕ perfettamente adeguata e noi raccomandiamo di usare un tagliatubi quando si tagliano i tubi. Ci sono tuttavia alcuni fattori che
influenzano la tolleranza e che devono essere presi in particolare
considerazione. Per esempio, nel brasare a forte una bussola di rame entro una
sede di acciaio dobbiamo tener conto del fatto che il rame ha un coefficiente di
dilatazione maggiore di quello dell'acciaio e poiché esso l'elemento interno
del complesso, noi dobbiamo disporre di una maggiore tolleranza rispetto al caso
in cui entrambi i pezzi siano d'acciaio.
Partendo dalla stessa
considerazione, se la posizione delle due parti fosse invertita, e cioč se il
rame fosse l'elemento esterno e l'acciaio l'elemento interno, noi dovremmo
probabilmente consentire una tolleranza parecchio minore di quella che potremmo
avere se tutte e due le parti fossero dello stesso materiale. In generale, le
tolleranze devono essere prese in considerazione in relazione alla temperatura
di brasatura delle parti piuttosto che alla temperatura dell'ambiente.
Due ragioni per mantenere una
buona imboccatura sugli elementi che devono essere brasati a forte all'argento
sono le seguenti:
Facilitŕ di applicazione
Nella brasatura forte all'argento
si dipende in grado notevole dalla forza di capillaritŕ per stendere la lega
sulla intera area da brasare. Tolleranze eccessivamente ampie tendono a rompere
la forza di capillaritŕ e, come risultato, la lega non potrŕ scorrere
attraverso il giunto o dovrŕ scorrere fuori dal giunto stesso.
Resistenza alla corrosione
C anche una relazione
diretta fra la resistenza alla corrosione di un giunto e la tolleranza fra i
membri del giunto. L'esperienza ha dimostrato che quanto maggiore l'area della
lega esposta all'attacco, tanto piů rapida la corrosione; mentre dove quest'area minore, tanto
piu' lenta la corrosione e maggiore la tendenza
delle zone corrose in un piccolo giunto ad inibire una ulteriore azione
corrosiva.
Pulire i metalli
Nella brasatura forte
all'argento, come in ogni tipo di unione di metalli, molto importante avere
superfici pulite sui giunti. Per questo noi consigliamo che essi siano ripuliti
da olio, grassi, ossidi, da incrostazioni e sporco. Tentando di brasare a forte
superfici sporche e non bene pulite si otterranno in generale dei risultati non
soddisfacenti nella congiunzione.
Ci sono molteplici ragioni
per questo:
1. Le leghe per la brasatura
forte all'argento non scorrono sopra gli ossidi e non vi si sovrappongono.
2. Le superfici inquinate con
olio o grassi tendono a rigettare il solvente lasciando delle zone nude che si
ossideranno per effetto del riscaldamento, dando luogo a vuoti e soffiature.
Inoltre, l'olio ed il grasso si carbonizzano quando sono riscaldati, formando
una patina sopra la quale la lega non potrŕ scorrere.
3. Lo sporco e le
incrostazioni si oppongono ad una buona applicazione del solvente e cos causano
ulteriori soffiature e vuoti.
Ci sono diversi metodi per
pulire le parti da brasare, sia chimici che per mezzo di abrasivi. Il tipo di
contaminazione ed il numero delle parti che devono essere pulite determina il
metodo migliore da usare. Noi consigliamo di usare delle tele smeriglio per la
pulizia mediante abrasivi. La carta vetrata non particolarmente raccomandabile
poiché essa ha una minor durata e potrebbe far sě che alcune parti vengano
impregnate di particelle di siliconi. Bisogna far attenzione ad evitare di
toccare le zone dei giunti dopo averle pulite, poiché questo fatto generalmente
d luogo ad un ulteriore deposito di olio e sporco sulle superfici.
Usare un appropriato solvente
1. Esso previene la
ossidazione delle superfici dei metalli durante l'operazione di riscaldamento,
escludendo l'ossigeno dal contatto.
2. Esso assorbe e scioglie
gli ossidi residui che sono sulla superficie e quegli ossidi che si possono
essere formati durante l'operazione riscaldamento.
3. Esso aiuta lo scorrimento
della lega offrendole una superficie pulita che consente alla lega fusa di
scorrerle sopra.
In aggiunta a quanto detto
sopra, esso anche un eccellente indicatore di temperatura poiché durante il
riscaldamento il solvente passa attraverso 4 campi definiti che possono essere
facilmente osservati. Essi sono:
Senza riguardo al sistema di
applicazione che viene usato, la prima considerazione di assicurarsi che tutte
le superfici dei giunti delle parti che devono essere brasate a forte siano
completamente coperte con uno strato di solvente.
Se si desidera che le zone
intorno al giunto risultino immuni da decolorazione e ossidazione, il solvente
deve essere applicato anche a queste.
Per far un buon lavoro, il
solvente deve bagnare le superfici metalliche. Se al momento delle applicazioni
esso tende a fare delle bolle, ci significa che le superfici metalliche non
sono pulite; mentre se il solvente bagna facilmente le superfici, ci indica che
la tensione superficiale stata rotta e che stato fatto un buon lavoro di
pulitura.
La consistenza del solvente
ed il quantitativo adatto per l'uso sono fattori che devono essere determinati
in base al tipo di metallo che deve essere brasato a forte e al tempo richiesto
per il riscaldamento. Se si pensa al solvente come ad un assorbente, che invece
di assorbire liquidi assorbe ossidi, non si avranno che piccole o nessuna
difficoltŕ nel fare questa determinazione.
Per esempio, se si devono
unire 2 pezzi leggeri di rame, essendo l'ossido di rame
in rapporto agli altri ossidi morbido e facile da togliere, il ciclo di
riscaldamento sarŕ piuttosto corto e, come risultato, il solvente potrŕ
essere applicato in modo assai modesto, con un leggero velo e con una bassa
consistenza. Tuttavia quando si devono congiungere pezzi della stessa grandezza
di acciaio inossidabile, i cui ossidi sono molto duri e refrattari ai
trattamenti, difficili da togliersi, si dovrŕ applicare il solvente generosamente e si raccomanda una maggiore
consistenza dello stesso.
Un altro esempio si puň avere
nella brasatura forte e di 2 pezzi di rame di notevole spessore. benché l'ossido, come nel primo caso, non sia difficile da togliere, il ciclo di
riscaldamento deve essere prolungato e si deve perciň usare maggior quantitŕ di
solvente con una maggiore consistenza.
Bisogna sempre ricordarsi che
il solvente il mezzo di assicurazione contro gli ossidi e che una certa
quantitŕ di solvente potrŕ assorbire proprio una certa quantitŕ di ossidi. Il
solvente, come assorbente, una volta che ha raggiunto la saturazione perde tutta
la sua efficacia. Si trovato che in pratica meglio riscaldare il solvente (a
50/60 °C) prima della applicazione poiché questo aiuta a rompere la tensione
superficiale piů facilmente che non quando il solvente alla temperatura
ambiente. In aggiunta al miglioramento dell'azione sulle superfici, si
troverŕ un
guadagno dal 25 al 40% nell'effetto di spalmare il
solvente, poiché il solvente caldo puň essere usato in uno strato piů sottile che non il solvente
freddo.
benché la procedura normale
di uso del solvente imponga la copertura di entrambe le superfici del giunto, ci
sono alcuni casi speciali che non consentono di fare ci; questo avviene a causa
del pericolo di imprigionamento del solvente all'interno del sistema.
In questi casi, la procedura
normale di unire i giunti e di applicare una piccola quantitŕ di solvente alla
superficie del giunto. Dopo il riscaldamento, una sufficiente quantitŕ di
solvente entrerŕ nel giunto per forza capillare per pulire e proteggere
adeguatamente le superfici. Questa procedura, tuttavia, puň essere usata
solamente nel caso di giunti piccoli.
Per
esempio, nel caso di tubi, questo procedimento di uso del solvente non
raccomandato per giunti di diametro superiore ai 16-
Nei condizionatori d'ambiente
e nei refrigeratori domestici noi non abbiamo alcun tubo di diametro superiore a
16-
Disporre i pezzi in modo che
risultino bene
uniti ed appoggiati
La maggior parte dei giunti
del circuito refrigerante sono pronti in modo da essere auto-portanti, ma a
volte qualche giunto non lo , come ad esempio quando un lungo tubo viene
brasato ad una valvola o ad un raccordo.
Se una lunga porzione di tubo
viene lasciata senza supporti, si possono generare nel giunto delle
sollecitazioni indebite, e ne puň risultare una rottura o una perdita in
prossimitŕ della valvola o del raccordo. Il riscaldamento ed il raffreddamento
danno luogo ad espansioni ed a contrazioni; perciň necessario che i vari
elementi siano sostenuti. Nella produzione di grande serie, sono previste delle
maschere ed attrezzi permanenti per risolvere il problema. Tuttavia, per la
produzione di piccola serie, non possono essere usati che pochi efficaci metodi
di sospensione e fissaggio. In ogni caso, sempre importante assicurarsi che il
complesso sia fissato in modo appropriato e che ci sia la piů piccola area di
contatto possibile fra la maschera ed il complesso che deve essere brasato a
forte. Maschere ingombranti e pesanti danno luogo a sottrazione di calore della
zona del giunto, rendendo difficile, se non impossibile, la completa brasatura
forte.
Riscaldare la lega fino al punto di scorrimento
Ci sono parecchi metodi
differenti di riscaldamento che possono essere usati nella brasatura forte
all'argento. Senza riferimento al metodo che viene usato, importante che
entrambi gli elementi del giunto vengano riscaldati uniformemente ed entrambi
raggiungano la temperatura di brasatura nello stesso tempo e nel minor tempo
possibile.
Parecchi metalli si
riscaldano rapidamente e parecchi lentamente. Pezzi di metallo pesante impiegano
piů tempo a riscaldarsi che pezzi di metallo leggero o sottile. Inoltre alcuni
metalli, come l'argento ed il rame, che hanno una elevata
conducibilitŕ al
calore, trasmettono il calore entro le parti piů fredde piů rapidamente di
quanto non facciano gli altri metalli, come ad esempio l'acciaio inossidabile
18/8, che ha una bassa conducibilitŕ al calore. Perciň, quando devono essere
congiunti metalli di spessori disuguali o di massa diversa, bisogna fare
attenzione a non surriscaldare le parti pesanti e spesse.
Cos, quando si vuole
congiungere a un metallo buon conduttore con un cattivo conduttore, si deve
fornire piů calore a quello che buon conduttore.
In tutte le operazioni di
riscaldamento del solvente dovrebbe essere usato come una guida per la
temperatura delle parti che devono essere unite. Se questo procedimento viene
osservato, si otterrŕ un riscaldamento uniforme e corretto senza riguardo alla
differenza fra i valori della conducibilitŕ termica delle parti.
Quando entrambi gli elementi
del giunto hanno raggiunto le temperature di brasatura forte, tempo di
applicare la lega per brasare alle superfici riscaldate. La forza di
capillaritŕ allora spinger la lega attraverso il giunto. E desiderabile mantenere il
riscaldamento per un breve tempo per essere sicuri che tutto il solvente ed i
gas si siano liberati fuori dal giunto. Ci servir anche ad ottenere un buon
legame assicurando che entrambi gli elementi abbiano raggiunto la temperatura di
brasatura.
Istruzioni generali di
riscaldamento per fare dei giunti orizzontali (vedi fig.
1)
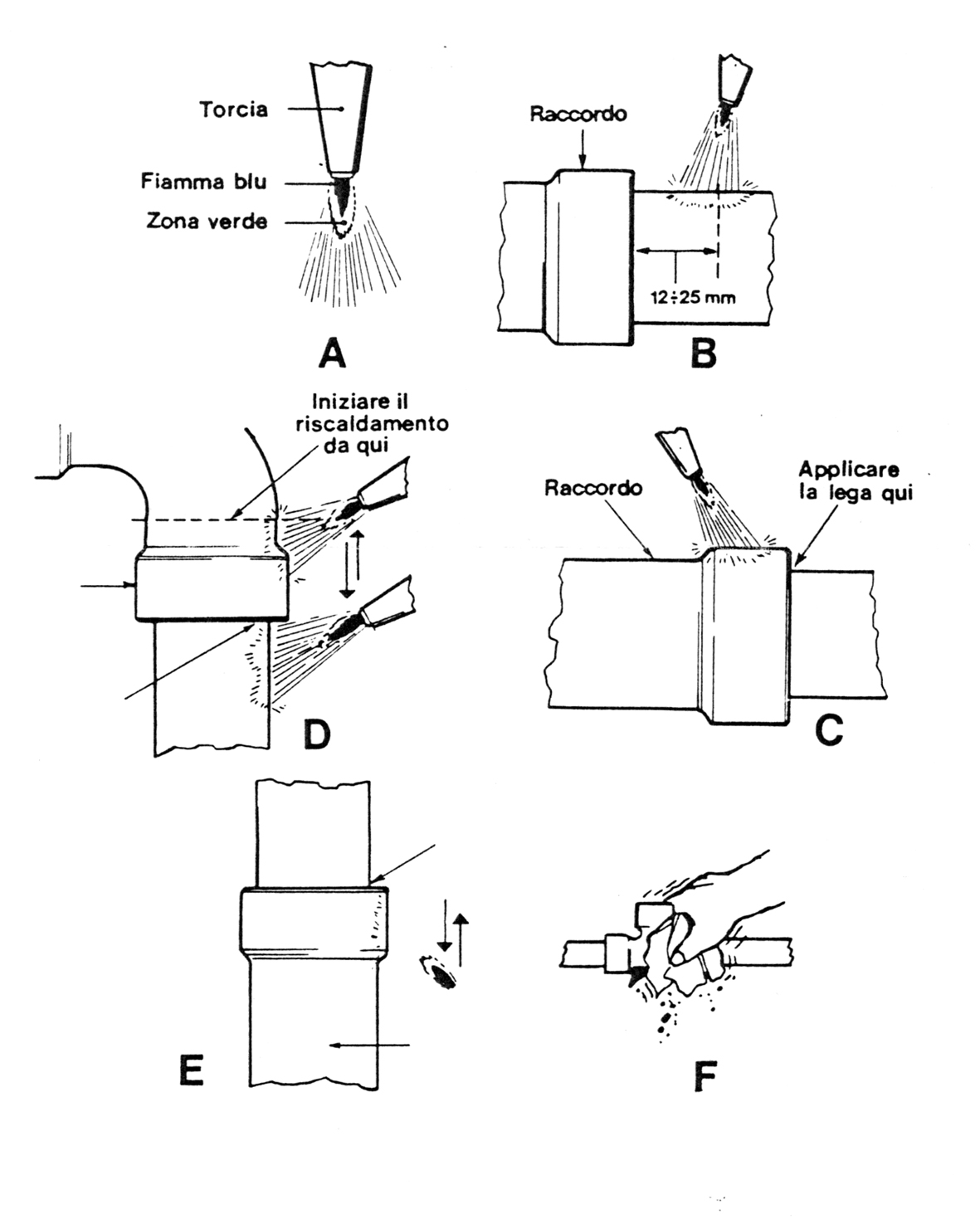
a) Usare un ugello
ossiacetilenico a bulbo a bassa velocitŕ. Anche gli ugelli a
piů fiamme danno
buoni risultati.
b) Regolare il cannello, le
pressioni per ottenere una fiamma leggermente
riducente (fig. A).
c) Cominciare a riscaldare il
tubo a una distanza variante da circa
d) Quando il solvente sulla
parte di tubo vicina al giunto si fuso diventando un liquido chiaro,
cominciare a riscaldare la parte esterna della imboccatura (fig. C).
e) Far oscillare regolarmente
la fiamma avanti ed indietro dalla parte imboccata al tubo, tenendo la parte
imboccata serrata contro il tubo (fig. C); lo scopo di portare la parte
imboccata ed il tubo ad un eguale riscaldamento per l'applicazione della lega di
brasatura all'argento.
f) Quando il solvente
diventato un liquido chiaro e fluido sia sulla parte esterna della imboccatura
sia sul tubo, abbassare leggermente la fiamma ed applicare la lega saldamente
contro il tubo nel punto di congiunzione fra il tubo e la parte svasata (fig.
C). Con un giusto riscaldamento, la lega scorrer liberamente nel giunto.
Come eseguire giunti verticali
all'in gi
a) Per congiungere tubi del
diametro di 18-
b) Dopo il riscaldamento
preliminare, portare il tubo e la parte svasata alla temperatura di brasatura
forte movendo la fiamma dalla parte posteriore della svasatura verso il tubo
(fig. D).
Quando si raggiunta la
temperatura voluta, che viene indicata dallo stato del solvente, che chiaro e
molto fluido, applicare la lega di brasatura forte all'argento e fonderla sulle
superfici.
Come fare un giunto
verticale all'in s
a) Fare un riscaldamento
preliminare del tubo come precedentemente. Quando il solvente completamente
chiaro e liquido, trasferire il riscaldamento alla parte svasata preparata per
ricevere l'imboccatura e muovere la fiamma avanti e indietro
dalla parte svasata al tubo (fig. E). Fare attenzione a non surriscaldare
il tubo sotto l'imboccatura, perché questo causerebbe lo scorrimento della lega
lungo il tubo fuori dal giunto.
b)
Quando si raggiunta la temperatura di brasatura forte, secondo le indicazioni
del solvente, avvicinare la lega al giunto fino a toccarlo con la fiamma diretta
sulla parete della parte svasata per far scorrere la lega entro l'intera area
del giunto.
Pulizia dopo la brasatura
a) Immediatamente dopo che
stata effettuata la brasatura, passare una spazzola bagnata o un pannello sul
giunto (fig. F) per togliere il solvente.
Usare una spazzola metallica
se necessario.
Separare un giunto
a) Quando necessario, un
giunto puň essere separato nel modo seguente: bagnare con il solvente l'intera
area del giunto. Quindi riscaldare l'intera superficie
del giunto uniformemente per raggiungere lentamente il punto di fusione della
lega. Allora il tubo puň essere facilmente rimosso dalla sua imboccatura. Il tubo e la parte svasata per
l'imboccatura che sono stati separati possono essere riusati seguendo i
procedimenti di preparazione e brasatura dati precedentemente. Aggiungere sempre
una certa quantitŕ di lega per brasatura forte quando si torna a fare la
brasatura.